
- Current
Structural design of fibre reinforced concrete (FRC) elements is based on the post-cracking residual strength provided by fibre reinforcement. For structural use, a minimum mechanical performance of FRC must be guaranteed.

Fibres can be used to improve the behaviour at SLS (service limit state) since they can reduce crack spacing and crack width, thereby improving durability. Fibres can also be used to improve the behaviour at ULS (ultimate limit state) where they can partially or totally substitute conventional reinforcement.
The mechanical properties of a cementations matrix are modified when fibres are added. However, elastic properties and compressive strength are not significantly affected by fibres, unless a high percentage of fibres are used.


Steel fibre concrete has proven over the years to be a reliable construction material for precast segmental linings with many reference applications worldwide. After 30 years of experience, design guidelines for FRC using steel fibre are well validated and as described and explained in the Model Code 2010 edited by fib, the fédération internationale du béton or International Federation for Structural Concrete.
New fibre concretes, such as macro-synthetic fibre concrete, are not yet fully understood, but gain attention for some applications including spray concrete, or shotcrete, in the mining industry. Creep data, shear resistance, crack control, durability, design methods, references etc are lacking at the moment for macro-synthetic fibre concrete to be used for precast segments, but will evolve with experience.
In a comparison test, conducted by the Material and Structural Laboratory of the Civil Engineering Department of the University of Rome Tor Vergata. results were obtained for precast segments produced with DRAMIX® steel fibre reinforced concrete and with concrete reinforced with Barchip macro-synthetic fibre.
The segments were produced with 40kg/m3 of DRAMIX® steel fibre and 8kg/m3 of Barchip macro-synthetic fibre. The segments were cast using segment moulds typically used in water tunnels.
The laboratory tests were led by Professor Alberto Meda and Professor Zila Rinaldi.
Two different kinds of tests were performed. First a test simulating the point load effects on the segments produced by a TBM machine during the excavation phase, and secondly flexural tests simulating the behaviour of the segments when loaded under bending.
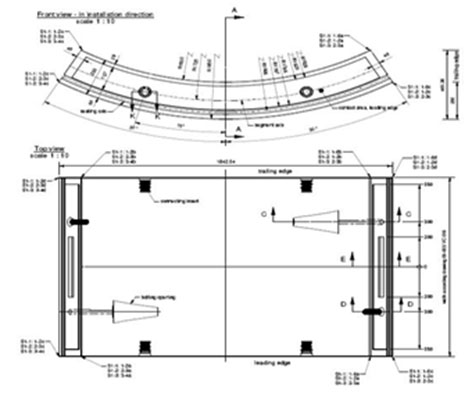
The tests have been carried out on 250mm thick precast segments with a length of about 1,850mm and a width of about 1,200mm (Fig 1). Reinforcement was by fibres alone with no traditional steel reinforcement rebar included.
The segments are cast with a concrete reinforced with high strength steel fibres.
The tensile behaviour of the fibre reinforced concrete is characterized by bending tests on notched beams (Figs 2 and 3) and performed according to the EN 14651 European code. The compressive strength of the materials was measure by testing cubes of 150mm.
Tables 1 and 2 provide the main EN 14651 tests results were established for concrete reinforced with DRAMIX RC80/60BM steel fibre (Table 1) and with Barchip macro-synthetic fibre (Table 2).
| Table 1. Beam test results for Dramix® RC80/60BM steel fibres | |||||||
| I.D. | Cast (2011) |
Test (2011) |
Curing | I.D. | fL [MPa] |
fR1 [MPa] |
fR3 [MPa] |
| 94 | 08/04 | 28/04 | 28 days | 280 281 282 |
5.79 5.00 4.72 |
9.21 7.55 6.22 |
10.85 9.44 8.37 |
| 95 | 08/04 | 28/04 | 28 days | 283 284 285 |
4.68 4.51 5.47 |
6.83 6.79 6.26 |
8.64 7.64 8.08 |
| 96 | 08/04 | 28/04 | 28 days | 286 287 288 |
6.54 5.82 6.72 |
6.33 6.76 8.62 |
8.80 8.26 10.41 |
| Table 2. Beam test results on macro-synthetic fibres | |||||||
| Curing time |
fL [MPa] |
fR1 [MPa] |
fR2 [MPa] |
fR3 [MPa] |
fR4 [MPa] |
||
| BEAM 4 | 28 days | 4.62 | 2.62 | 3.13 | 3.29 | 3.21 | |
| BEAM 5 | 28 days | 4.36 | 2.58 | 3.21 | 3.62 | 3.60 | |
| BEAM 6 | 28 days | 4.99 | 2.36 | 2.73 | 2.89 | 2.79 | |
| BEAM 7 | 28 days | 4.31 | 1.73 | 1.92 | 2.02 | 1.99 | |
The comparison between the nominal stress versus crack opening displacement (EN 14651 beam tests) for DRAMIX® RC80/60BM steel fibre and Barchip macro-synthetic fibre were also plotted (Fig 4).

The point load tests were performed by applying two point loads at the segment to simulate the same hydraulic thrust ram shoes of a TBM.
A uniform support is considered, as the segment is placed on a stiff beam suitably designed. Two 2,000kN rackets were used for every steel plate for testing DRAMIX® steel fibre whereas two 4,000kN rackets were used for every steel plate for testing Barchip macro-synthetic fibre. The dimension of the loading shoes is the same for both the tests.
The load was continuously measured by pressure transducers. Four wire transducers, two located at the intrados and two at the extrados, to measure the shoes displacement, while one LVDT transducers is applied between the load shoes, to measure the crack openings (Fig 5).
The tests were performed with the loading, in displacement control, by adopting a 1,000kN electromechanical jacket, with a PID control and by imposing a stroke speed of 10 µm/sec.
During the test, the following measures were continuously registered:

Fig 5. Compression test set up


Fig 6. Bending test set-up with load distribution system
Furthermore, the crack pattern was recorded at different steps, with the help of a grid plotted on the intrados surface (100 x 100mm).
| Table 3. Comparison of the point load test results | ||
| Dramix® steel fibre | Barchip macro-synthetic fibre | |
| First crack load | 1,650kN | 1,130kN |
| Crack opening at 1,500kN | None | 0.1 mm |
| Crack opening at 2,000kN | 0.05 mm | 0.4 mm |
The segments were placed on cylindrical supports with a span of 1,200mm and the load, applied at midspan, was transversally distributed be adopting a steel beam (Fig 6).
Results reveal that the crack pattern at 2,000kN load is similar with a crack zone between the steel shoes and a crack in the middle of the segment.
Test results also illustrate that the crack pattern of the segment reinforced with DRAMIX® steel fibre is more limited with crack lengths and crack openings smaller.
The maximum crack opening for DRAMIX® RC80/60BM steel fibre reinforced segments is lower than 0.05mm whereas it is 0.4mm for the macro-synthetic fibre reinforced segments.


For bending test comparisons, two segments were tested for DRAMIX® steel fibre and one segment for Barchip macro-synthetic fibre (Fig 8).
It is worth remarking that the test was carried out in displacement control, with an electromechanical jack, up to the collapse. The cracking phase is highlighted during the test.
| Table 3. Comparison of the point load test results | |||
| Dramix® Test 1 |
Dramix® Test 2 |
Macro- synthetic |
|
| First crack load | 130 kN | 150 kN | 122 kN |
| Maximum load | 160 kN | 200 kN | 122 kN |
| Crack pattern | Multi cracks | Multi cracks | One crack |

In the comparison of the load versus displacement curves (Fig 9), it can be noticed that reaching the load level of 120kN or the first cracking level, the macro-synthetic fibre segment exhibited a softening behaviour. By contrast, the DRAMIX® steel fibre reinforced segment exhibited a hardening behaviour with increasing load and up to a maximum load level equal to 200kN or 65% more than for the macro-synthetic fibre reinforced segment.
Fibre should comply with the new ISO 13270 standard for steel fibres for concrete. This is important for following reasons:
For cold-drawn wire steel fibres (Group 1 ISO 13270), a minimum tensile strength of wire must be consistent with that of the matrix and recommended at fy ≥1.5 GPa when using a concrete mix > C40/50. The steel fibres should have a:
It is essential to stress the importance in specifying that the tolerances of the fibres must be according to Class A for structural reinforcement in elements such as precast segments. A maximum network effect (m/m³) should be sought to ensure that the selected mode of use includes checking the proper orientation of fibres with regard to mechanical behaviour using l/D ≥ 65. l/D equal to 80 is recommended to optimise the anchor system, with the hooks at each end anchoring the fibre in the concrete matrix.
Fibre conditioning must take account of:
Minimum recommended dosage for precast segments using SFRC alone is 30kg/m3. Nevertheless, in order to obtain the desired results, accurate study of the material, including the fibre typology, should be carried out to develop suitable dosages to a peculiar concrete matrix.
|
|
|
|
|
